It’s a Long, Long Road… Shorten the Trip with Rack & Automated Conveyor Integration

4 Creative Ways to Integrate Conveyor Within Your Pallet Rack System
It’s hard to beat the effectiveness of automated conveyor systems to move inventory throughout your facility quickly. Conveyor construction and design are so accommodating that you can find warehouse conveyors running linearly, connecting mezzanine levels, spiraling up and down, and suspended overhead. While your standalone conveyor systems perform a number of critical functions, from loading, unloading, transporting, and sorting inventory, integrating a conveyor into your pallet rack system is one more way to consolidate warehouse space while boosting processing efficiency.
It’s like a marriage between warehouse tools –deliver expedited order processing with optimal space utilization and lean labor goals. It’s an ambitious plan, and to be successful, you need everything working together.
Integrating Automated Conveyor & Pallet Racking
Here’s a look at four creative ways to integrate conveyors within pallet rack systems.
- Support conveyor off pallet rack
- Run conveyor through pallet rack
- Mount conveyor along the rack side
- Use rack for conveyor maintenance access
See below for descriptions and basic design strategies used in each application.
1. Support Conveyor Off Pallet Rack

Rack Supported Conveyer
 This three-level pick module is a model of efficiency for a customer with a high-throughput operation and a large number of high-volume SKUs. The first level carton flow rack feeds cartons to the center aisle for case picking to powered conveyor for processing.
This three-level pick module is a model of efficiency for a customer with a high-throughput operation and a large number of high-volume SKUs. The first level carton flow rack feeds cartons to the center aisle for case picking to powered conveyor for processing.
On the second and third levels slower-moving SKUs are picked. Powered conveyor transports the selected inventory down to the floor level and ultimately out to the packing and shipping area.
As you can see in the photos above and to the right, the automated conveyor runs through the pick module and extends out “off” the rack into available space over the aisle.
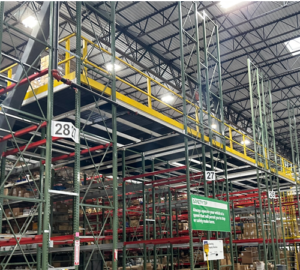
Run Conveyor Through the Pallet Racking

Rack-Supported Conveyor Across Aisles
 Like running a train under the city streets, running your conveyor through your pallet racking and across rack aisles is a great way to maximize space. Additionally, the pallet rack is ideal for supporting the conveyor as long as you work with your pallet rack design team to account for the additional weight and movement of the system.
Like running a train under the city streets, running your conveyor through your pallet racking and across rack aisles is a great way to maximize space. Additionally, the pallet rack is ideal for supporting the conveyor as long as you work with your pallet rack design team to account for the additional weight and movement of the system.
The yellow rack ties in the picture above are a source for adding stability to the rack to support the conveyor, as are the heavy-duty steel support beams used below the conveyor. Each system must be customized to create the safest, most effective solution –working with experienced system experts is the best way to ensure your rack and conveyor integration will satisfy your needs.
2. Mount Conveyor Off the Rack Side

Automated Conveyor Suspended Along Side of Racking
Instead of suspending your automated conveyor from the ceiling or using a separate structure to support it, why not use your pallet rack to do the job? Supports attached to the side of the uprights secure the conveyor in place and are designed to handle the additional load and vibration of the powered conveyor. Heavy-duty supports in the upright design and wider (4”) cross beams balance the load weight in the transverse and longitudinal directions.
Working with an experienced warehouse design team will ensure that the conveyor is adequately supported across the aisle span and that it doesn’t interfere with any material handling equipment operating within the area.
4. Use Pallet Rack for Conveyor Maintenance Access

Bar Grating for Conveyor Maintenance
Automated conveyor systems deliver years of productive results day-in and day-out, but they require regular maintenance to prevent costly downtime and delays. With suspended conveyor systems, one of the trickier issues to address is access to the unit. By installing a maintenance platform fitted with bar grating, workers have safe, direct access to the conveyor to address any issues without using ladders or scissor lifts. Bar grating forms a durable, cost-effective platform, and you can mix and match different styles to fully customize your solution.
What kind of things are you looking for in your preventative maintenance inspections? Well, it depends on the day…
- Daily inspections – look for damage, misalignments, shifting, debris, and unusual noises.
- Monthly inspections – take a deeper look at the moving parts such as belts and drive chains, secure loose bolts or connections, and check oil levels and lubrication on the bearings.
- Bi-annual inspection – with a multimeter or ohmmeter, check the amperage reading on the conveyor motor and grease the pillow blocks and bearings to reduce friction and prevent premature wear and tear.
- Annual inspections – once a year, it’s time to take off the belt and inspect it carefully for wear or damage –replace if needed. Also, inspect the conveyor frame and repair damaged or worn components.
 Ladder for Maintenance Platform |
 Bar Grating Beneath Rack Integrated Conveyor |
Start-to-End Full-Service Support
Supporting your automated conveyor is just one of the ways the Apex team can help you with your warehousing challenges. Our storage racking and warehouse automation experts not only work seamlessly within Apex, but we build systems and solutions that deliver flawless results for our customers –from design through installation, inspections, and repairs. You get over 500 years of combined experience when you work with Apex.
Call today to learn more and set up an on-site consultation.
